表面處理是製作模型基本功中的基本功;不管後續顏色上得多麼漂亮,只要這個湯口沒有磨掉、那條分模線沒有去除,給人的印象絕對大打折扣。反過來說,一樣是不上色的素組模型,單純就只是剪下零件拼起來,跟有好好處理表面的作品相比,後者呈現出來的質感一定比完全不處理要好得多。以下就來說明表面處理的做法,同時可以搭配探路者系列影片,對於打磨有更進一步的了解
什麼樣的狀況下需要表面處理
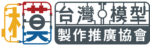
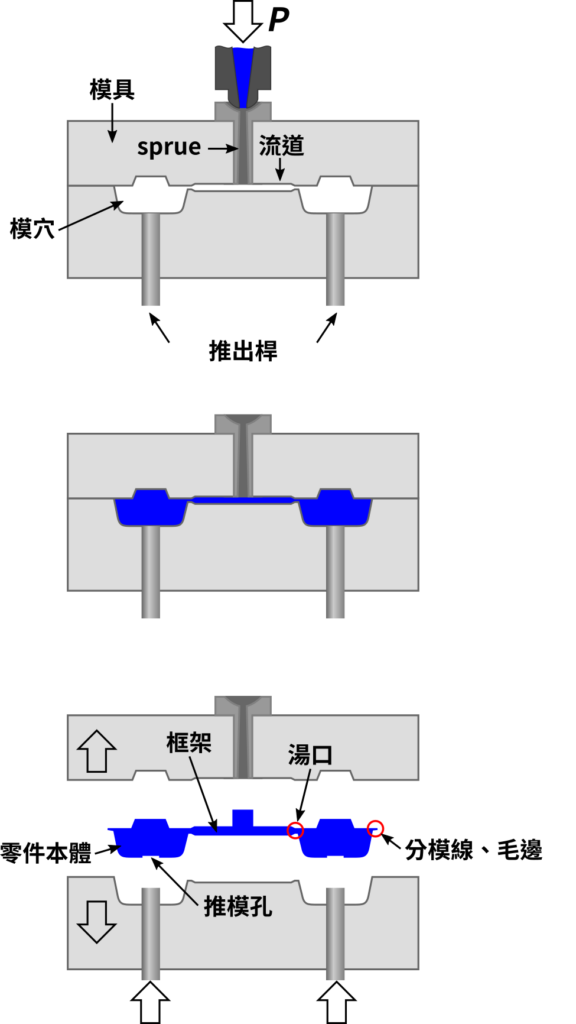
模型零件是透過射出成型(塑膠模型)或是澆鑄成型(GK樹脂模型)生產的,使用的模具大多是採用左右或是上下組裝,脫模之後,必然留下湯口、分模線、毛邊這些無法避免的瑕疵。湯口是液化的塑膠注入模具的通道,必然會出現在每一個零件上;分模線與毛邊則是出現在模具組裝處,雖然現在的開模技術常可以避開分模線的問題,但多數狀況下這仍是需要處理的一環;毛邊則容易出現在一些零件邊緣的位置,GK零件上則更為常見。除了會影響組裝的情況,也會對零件的美觀造成影響。

模型零件塗裝與否
零件湯口在被斜口剪剪斷的瞬間,塑膠會產生拉扯,白化就產生了。一些常見的模型專用斜口剪,設計上刀刃相對薄,同時也更鋒利,因此零件剪斷時,產生的產生的白化情況,就可以大幅改善。一般電子材料行、五金行的斜口剪,設計上不是為了剪模型湯口,因此刀刃相對厚,白化的問題就比較嚴重。
白化的問題是無法避免的物理現象,因此模型零件是否塗裝,就是很大的關鍵。素組派的製作無法透過塗裝將白化問題消除,以零件自身成色,因此白化對於成品的影響很大,尤其是在深色零件上,白化影響就會特別明顯,因此單純素組派的玩家,建議買一支好的模型專用斜口剪有其必要。
零件如果有進行塗裝,白化與否都不會對最終結果有影響。單純從模型最終成果來看,不考慮使用的手感,好不好用,一支50元的普通斜口剪,也是可以使用得嚇嚇叫。但單純從實際製作模型的角度,模型專用的斜口剪,因為刀刃較薄,也比較合適用於剪切模型零件這種較高精密度的使用。
結果論來看,無論是否最後要不要進行塗裝,都還是建議使用模型專用的斜口剪,使用上確實是比較方便也合適。唯一較不同的是,素組派對於斜口剪的要求程度更高。

要如何挑選斜口鉗、要如何透過二段剪才可以剪得漂亮,請參考我們與探路者合作的教學影片:《「斜口鉗大揭密!選擇工具不必花大錢?價格不是唯一標準!」斜口鉗到底要如何選擇》
修湯口、砂紙打磨
打磨需要練習,需要經驗,練習是不二法門。與其把零件磨壞,不如不要打磨(單純進行練習不在此限)。
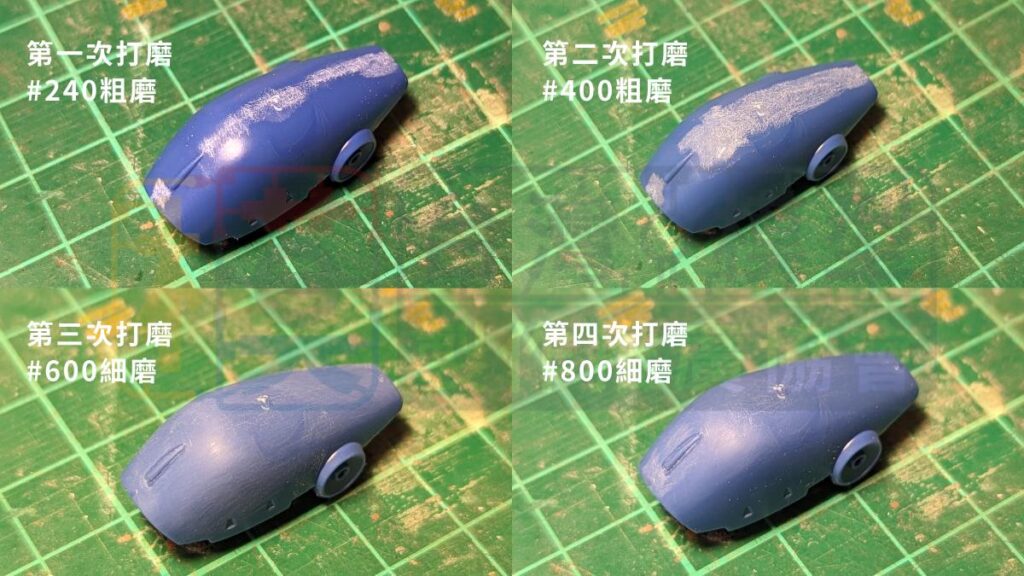
砂紙的選擇,其實還是挺重要的,它會大幅度影響打磨的效率。建議選用鱗片砂紙,一般來模型店所販售的砂紙就是鱗片砂紙,直接乾磨即可,不需要配合水使用。一般五金行所販售的那種黑色的砂紙,多數是水砂紙,比較不合適使用(但如果要磨很細的面,水砂紙是比較好用的)。配合打磨的需求,建議準備不同的號數。建議常備的砂紙號數240、400、600、800、1000、1500。
由於砂紙是軟的,支撐力不夠,如果直接用手按在零件表面打磨,會把平面磨成孤面、銳邊磨成鈍邊的狀況。因此建議可以將砂紙裁成小塊、貼在打磨板或是冰棒棍之類的輔助打磨用具,就不會把零件磨到變形了。

如果要打磨曲面零件,就可以使用軟式海綿砂紙,貼齊曲面磨出更佳的效果。

一般在需要快速切削大塊的溢膠、補土時使用240號砂紙;淺的分模線用400號砂紙;當我們用這種粗號數砂紙打磨完後,表面會有非常明顯的刮痕,這時就要使用600號砂紙再次磨掉這些刮痕。做到這裡就差不多,大家可以依照自己的需求進一步用更細的砂紙跑過:
- 素組消光面,建議磨到600號後,上消光透明漆。
- 素組亮光面,建議磨到1000號後上亮光透明漆。
- 一般塗裝,磨到600號後進行塗裝。
- 特殊塗裝面,很亮的那種。建議磨到1000號以上之後再進行塗裝處理,同時依需求進行塗裝的選擇,例如冷烤漆。

剪湯口產生的白化仍然無法靠打磨去除(除非整個磨到凹下去),因此不上色的素組玩家對於剪零件的技術要求會更高
更進一步的打磨教學,請參考我們與探路者合作的教學影片:《打磨不再好辛苦!! 選好工具讓你事半功倍【模型科普系列】”模型打磨新手攻略!”模型打磨神器大公開!讓你入門輕鬆不迷路!》
推模孔處理
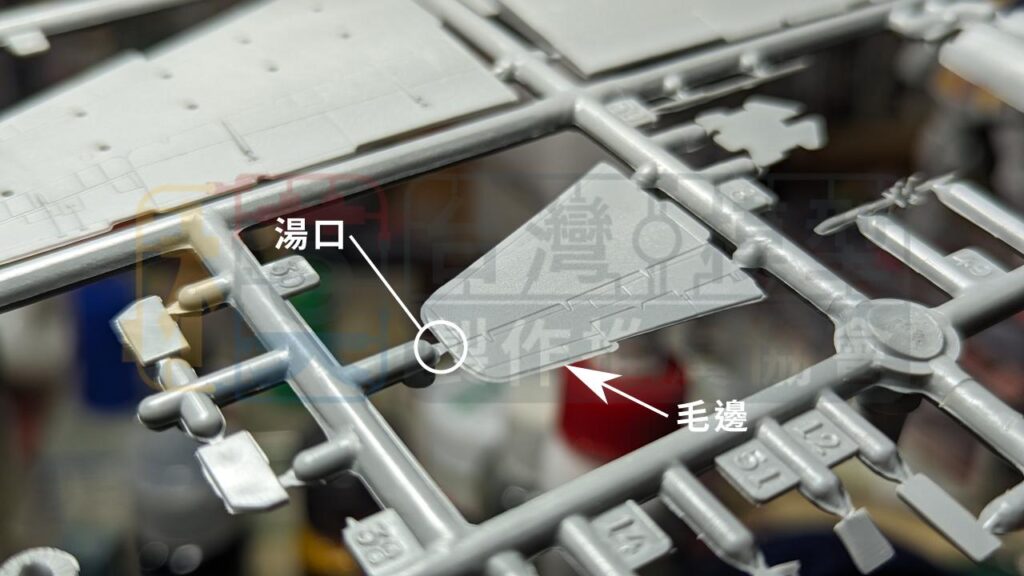
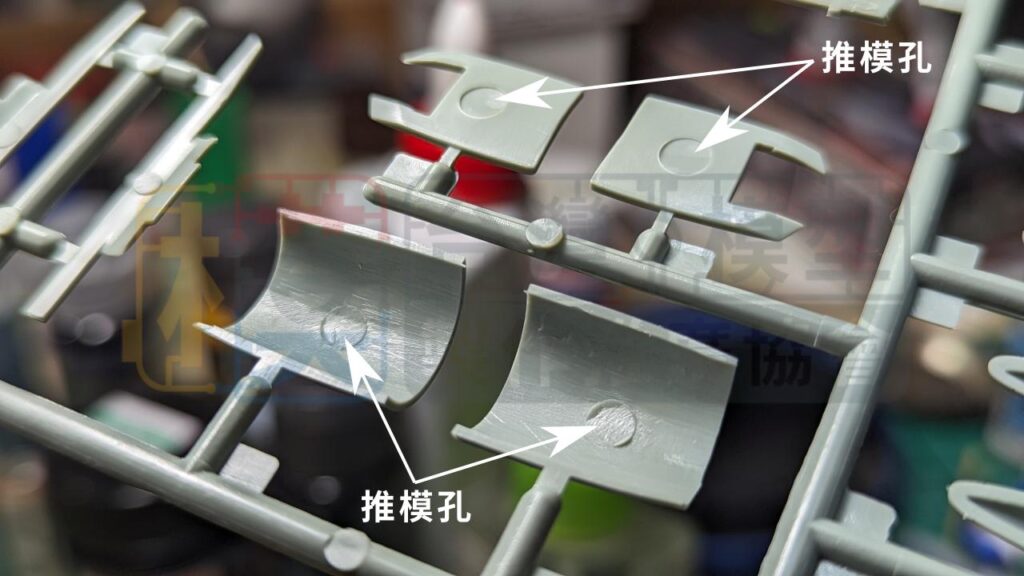
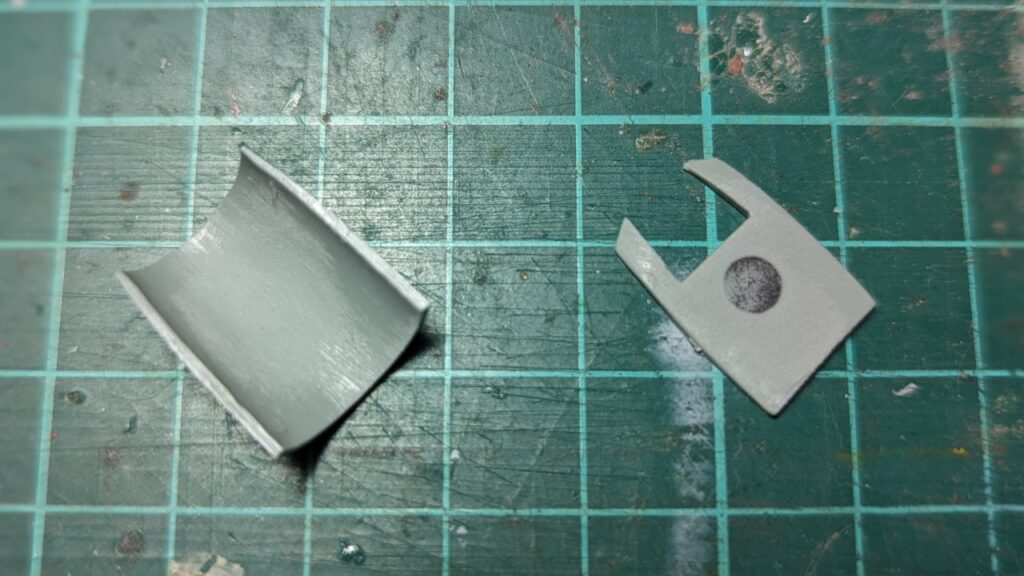
通常推模孔會出現在零件背面不容易看到的地方,但如果還是會被看到,那就只好處理掉。可以先直接磨看看,如果推模孔很淺,有機會就這樣磨掉了;萬一磨不掉,那就必須填入補土把孔補起來再打磨平整。
接合縫處理
接合縫會出現在零件兩個對裝的情況,在少數情況會產生不自然的接合縫,這種情況就必須進行額外的處理。雖然現在很多模型零件在開模避開,讓組裝後可以省去處理無縫的工序,但仍常見必須處理的,例如鋼普拉的槍,常常因為左右對合的情況,必須進行無縫處理。一般來說,這類的接合縫必須讓它消失的過程,即所謂的「無縫」工程,常用的有「溢膠法」及「填補磨除」兩種方式。

溢膠法
在零件的接合面處,塗上模型膠水,造成零件的接合面產生輕微的溶解、軟化後,再把零件組合加壓,使零件接合處會因為壓力而產生隆起,等完全乾燥後再進行打磨工序。溢膠法適合於素組,保留零件原色。



要注意這個方法僅對「PS塑膠」有效。有的機器人模型關節零件採用ABS塑膠,則必須改成ABS專用膠水,否則無法黏合。至於GK模型、3D列印件就只能用瞬間膠黏合,可參考接下來介紹的填補磨除法。
填補磨除
填補磨除的方式,優點是速度快,常用modo N94瞬間接著補土的方式,直接塗上進行磨除。缺點是會產生色差,不適合用在素組。另外像是GK模型、3D列印件等無法使用模型膠水黏合的物件,也是用這個方法做無縫的。


更進一步的無縫處理技法,請參考我們與探路者的合作教學影片:《模型表面無縫處理技法,模型上色前的最後一哩路【模型科普系列】》
表面收縮
理論上來說,同一種塑膠料(如ABS),在相同的氣壓、溫度的條件下,收縮程度應該是相同的,這也是塑膠模型零件必然會產生的物理現象。在相同的收縮程度下,當塑膠料的厚度不同時,收縮程度雖然一樣,但是收縮產生的絕對值就會產生差異,這時也就會造成零件表面的不平整。
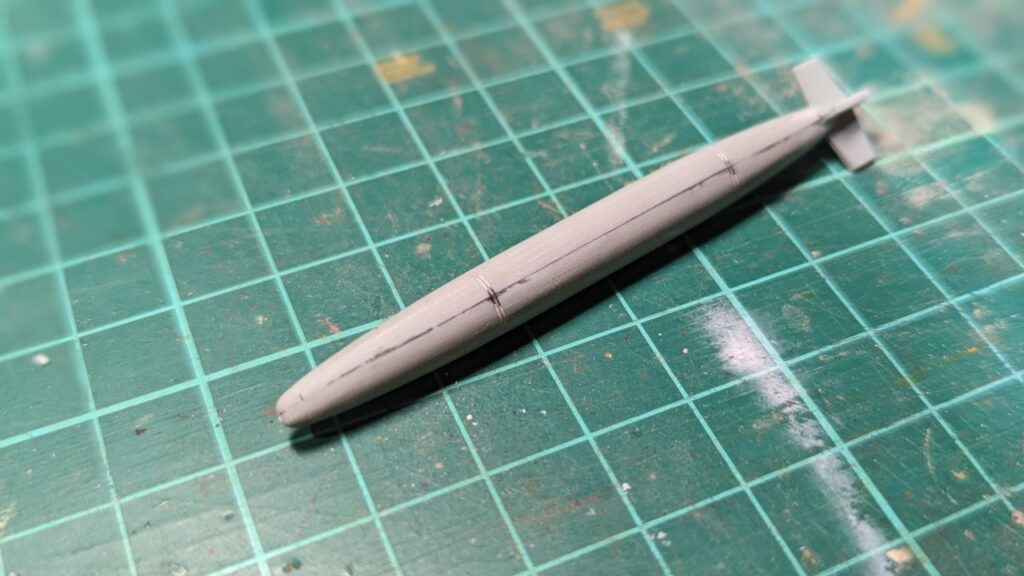
縮模常出現在零件背面卡榫的位置及零件面與面的轉角處,因為這些位置的塑膠厚度較大(故收縮後的絕對值也較大),較淺的可以直接用砂紙直接磨除,嚴重的則需要先進行填補(牙膏補土或瞬間膠)後再進行磨除。縮模產生時,中間表面的部分貌似有下陷的情形,在上色後會看出明顯下陷痕跡,可經由打磨、補土打磨後消除。輕度的縮模痕跡可以用上色漆料蓋過,但有時候縮模很明顯,不會因為上色就消除,而某些如白色或亮色系顏色,很容易把這類痕跡凸顯出來。
縮模的問題,很多時候是看不出來的,但它就是一個存在的小缺陷。一件模型成品,常常動輒超過兩三百個零件所組成。事實上,每一個零件幾乎都存在著縮模的問題,而每個零件背後幾乎有著卡榫的結構,大量的零件留下來的縮模,最終就會反應在成品的細節。或許不容易被察覺到,但累積來的結果就是會讓作品整體的「感覺」產生難以說明差異。

對合零件段差
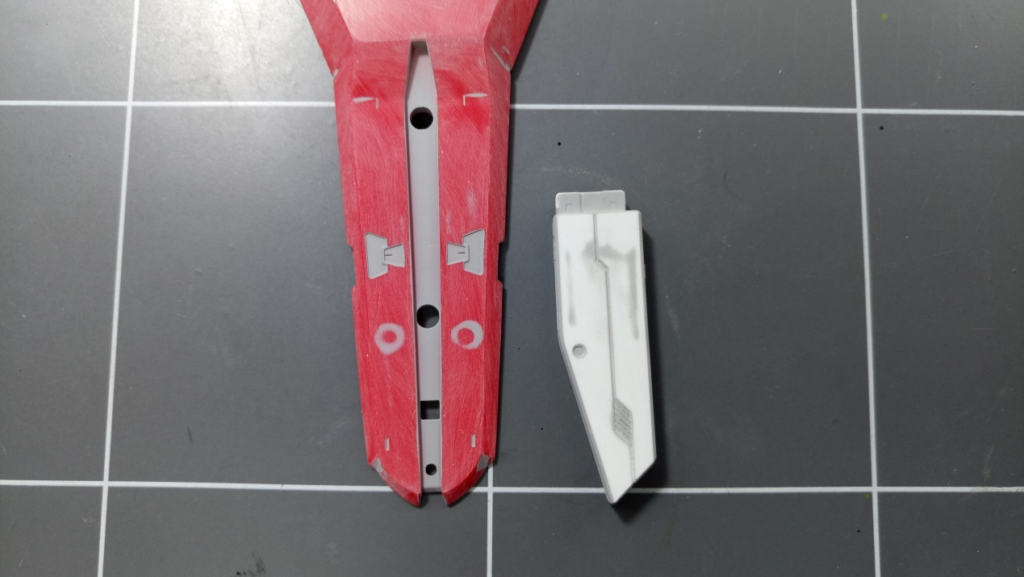
零件由左右合併組裝的方式常會產生輕微的高低差異。可透過打磨的方式,讓原本不等高的零件,達到等高的結果,同時將零件的邊角、縮模等的問題進行一併處理,這一樣是不容易察覺的缺陷,但還是會對最終成品的影響。
處理左右對合的零件,關鍵是先進行局部組裝後,以組合後的部件為單位進行打磨,打磨完成後再拆開重新組裝,而不是把零件分別打磨後再進行組裝。A+B 變成一塊的零件最容易出現,合起來後所產生的段差,這時候最好 A+B 組合後一起打磨,較不易出現單邊磨過頭凹陷的狀況。有些零件如果包覆在內部,不會露在表面是可以選擇性不處理。
將這種對合零件組合起來再進行打磨,還有一個優點,可以減少打磨的失誤。組合後的零件會比原本單一的零件大,而需要打磨的面也會跟著加大,打磨過程時,砂紙或是打磨工具的接觸面加大,失誤的情況也會減少。

最終檢查
光只有打磨還是不能放心表面處理是不是有確實做好,有時候看起來覺得沒有瑕疵、手也摸不出段差感,結果一上色就原形畢露。因此最後要噴底漆,底漆有以下優點:
- 沒有打磨確實的部份可以突顯出來
- 細微刮痕可以直接蓋掉
- 增加面漆咬合力,不易脫層或刮漆
- 降低面漆內聚力,讓面漆更容易刷散,提升筆塗的手感

噴上底漆乾燥後,如果發現零件表面有任何沒處理好的瑕疵,那就回到之前的步驟,該上補土的上補土、該打磨的打磨,然後再噴底漆檢查…重複這些動作直到沒有瑕疵。很無聊對吧,但卻是呈現出好作品最重要的一環,務必耐著性子完成喔!
或許有人發現,噴了底漆不就都把零件成型色蓋掉了嗎?如果沒有要上色的話怎麼辦?嗯嗯沒錯,噴底漆的下一步就是上色了。純素組不上色的話,就只能改噴透明漆試圖讓打磨後的表面瑕疵比較不明顯而已。所以我們才會說,都已經做到打磨這地步,也就會想要上色。所以就讓我們進到下一個環節,來上色吧!!!